
●精度测试:打印有多精
为测试Finder的打印精度,我们特意选择了20x20x20mm的立方体,在填充率一致设为10%的情况下,把层厚分别设置为0.1mm、0.2mm、0.3mm、0.4mm,来验证不同精度设置下的打印效果。下面一起来看一下吧。
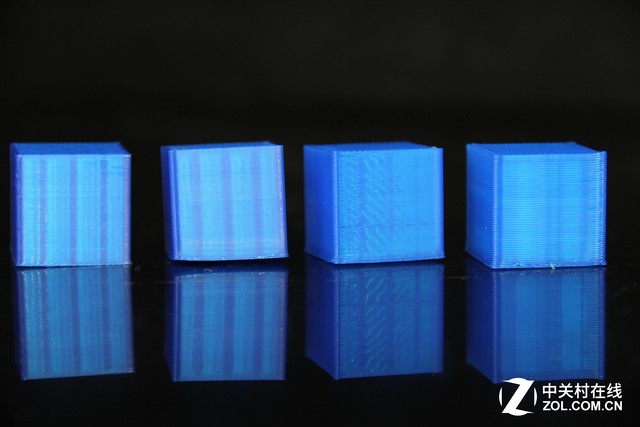
从左到右层厚依次为0.1mm、0.2mm、0.3mm、0.4mm的立方体打印成品
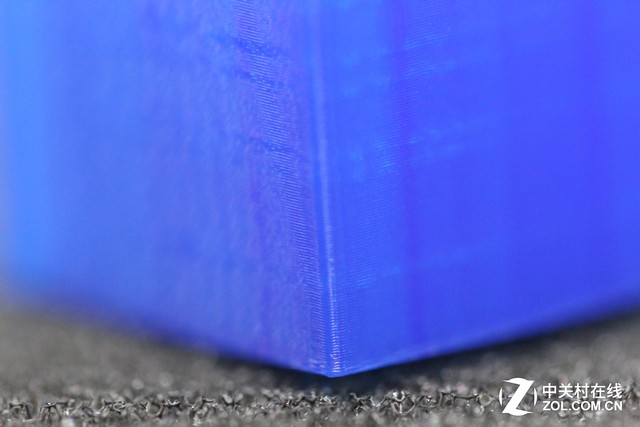
层厚为0.1mm的立方体
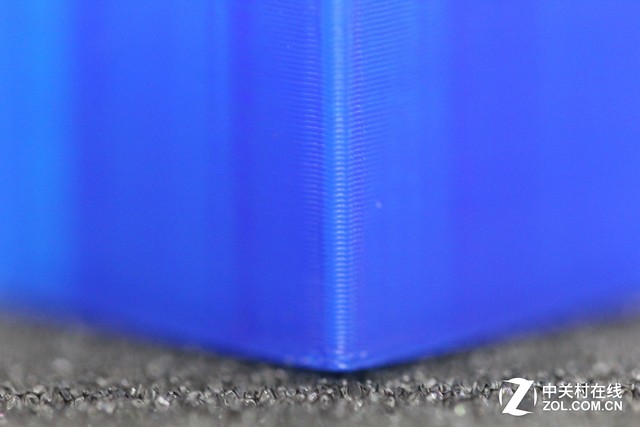
层厚为0.2mm的立方体
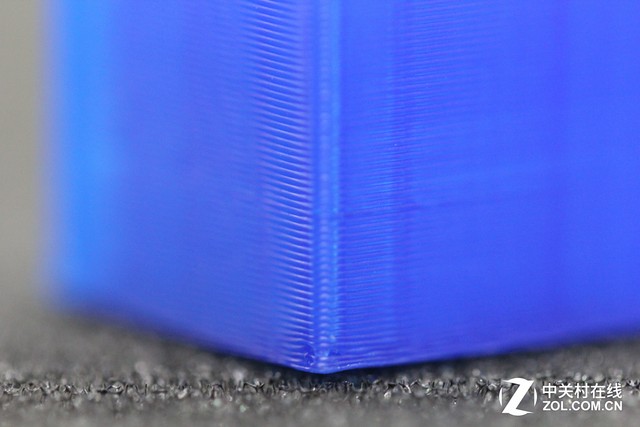
层厚为0.3mm的立方体
层厚为0.4mm的立方体
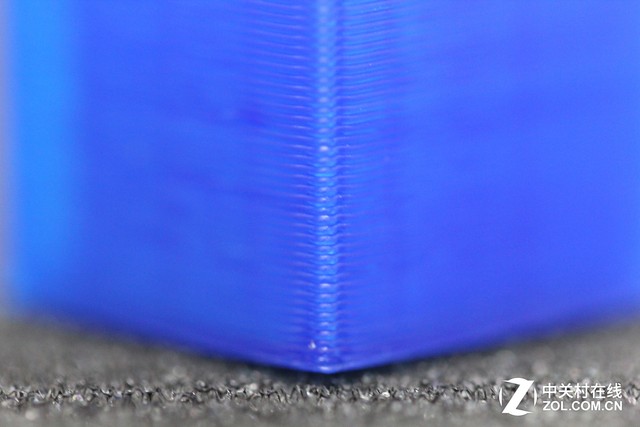
在微距下观察四种精度的打印成品,我们明显可以看到,随着精度的降低,模型表面的线条纹路变粗,逐渐变得松散。在层厚为0.1mm时,打印成品的层积最为紧密,层厚为0.4mm时,打印成品的层积最为松散。
测试完了微距下的打印精度,接下来看一下打印模型与设计尺寸之间到底存在多大的差距。我们还是选择了40x40x40mm圆锥体、40x40x20mm半圆形、20x20x20mm的立方体来作为测试对象。

 正方体的横向尺寸
正方体的横向尺寸
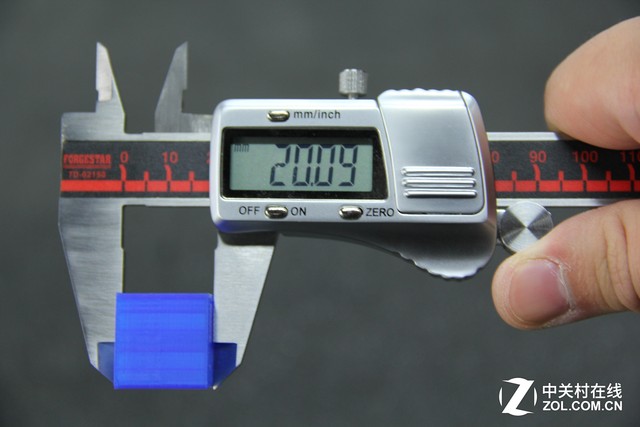
立方体的纵向尺寸
经测量发现,立方体的实际横向尺寸分别为20.15mm和20.29mm,比设计尺寸稍微大了一点点,纵向尺寸为20.09mm,仅仅比设计尺寸大了0.09mm,总体来看,打印出来的模型尺寸与设计尺寸相差不大,精度方面相当不错!

 半圆形的横向和纵向尺寸
半圆形的横向和纵向尺寸
测量半圆形发现,其横向尺寸为40.31mm,比设计尺寸大了0.31mm,纵向尺寸为19.74mm,比设计尺寸小了0.26mm,由此可见,在打印半圆形的时候,实际打印尺寸与设计尺寸相比出入较大。

 圆锥体的横向和纵向尺寸
圆锥体的横向和纵向尺寸
测量圆锥体,其横向尺寸为40.48mm,比设计尺寸大了0.48mm,而纵向尺寸为39.15mm,比设计尺寸小了0.85mm,跟上面两个几何体相比,这个尺寸差距显然更离谱!由此可判断,在圆锥体打印方面,Finder打印机的表现差强人意。

打印失败的埃菲尔铁塔
为了挑战其复杂模型的打印效果,我们选择了打印难度较大的埃菲尔铁塔,但打印结果如我们所料,以失败告终!由于该结构较为复杂,只有四个较小的支撑点接触打印平台,打印物体与打印平台的接触面过小,再加上打印平台表面过于光滑,导致打印过程在中途失败。
这款Finder打印机的打印平台不支持加热,刚开始打印的几个复杂模型都因打印平台过于光滑,在打印中途发生位移,导致打印的失败。
 打印平台贴上美纹纸,可增加打印物体与打印平台的粘合度
打印平台贴上美纹纸,可增加打印物体与打印平台的粘合度
后来,我们采取了一些措施,在打印平台上面覆盖了一层美纹纸,这样打印物体与打印平台的粘合度就变得很高了,打印完物体,居然发现,如果不使劲掰一下的话,还不容易把模型从打印平台上拿掉!但是打印时间长了,美纹纸可能会被破坏掉,这就需要经常更换美纹纸。

对于不支持加热的打印平台,增加打印物体与打印平台之间的粘合度,涂抹胶水是方式之一
有些3D打印机的打印平台是支持加热的,如巨影金属结构3D打印机、维示泰克IdeaWerk WT200、闪铸科技Creator-pro、西通CTC、MakerBot Replicator2X等,而这款Finder的打印平台是不支持加热的,对于不支持加热的打印平台,我们想要增加打印模型与打印平台之间的牢靠程度,可以采取两种措施:一是贴上美纹纸,二是涂抹平台胶水。
常用打印平台固定方式对比 | |||||
种类 | 打印平台固定方式优缺点 | 耗时 | 粘接牢固程度 | 打印模型剥离难度 | 使用时间 |
美纹纸 | 不平、有气泡、覆膜难 | 3-5分钟 | 比较牢固 | 难取、变型、美纹纸破损、底部粗糙 | 1-2天 |
高温胶带 | 不平、有气泡、覆膜难 | 5-10分钟 | 不牢固 | 易取、底部光滑 | 3-5天 |
Tiger喷剂 | 喷洒立即可用 | 5秒钟左右 | 比较牢固 | 易取、底部光滑 | 30天 |
与Finder不同的是,有些桌面级3D打印机的打印平台是金属或玻璃的,可以支持加热,增加打印物体与平台之间的粘合度就比较容易了。但也有些不支持加热的玻璃打印平台,为了固定打印物体,可以采取涂抹胶水的方式。这里我们再简单说一下涂抹胶水的过程,在打印之前,我们需要先将胶水均匀地涂抹在玻璃平台上,等平台胶水晾干后才可以进行打印,打印完成以后,如果想打印下一个物体,取下打印物,用湿毛巾擦干平台,再涂上胶水准备下一次的打印。
这里还想强调的一点就是,在打印过程中可能会出现翘边的现象,翘边是指在打印过程中,模型底部由于粘贴不牢固,部分脱离打印平台的现象。平台表面预热不均或温差较大、平台的温度过高或者过低、喷嘴与平台之间的距离没有调整到最佳等原因都可能导致翘边问题的出现。那么,该怎样避免翘边问题的出现呢?
首先,可以根据模型大小决定是否需要美纹纸或者高温胶带。为防止较大的模型翘边,打印之前最好贴上美纹纸或者高温胶带来固定模型。其次,打印之前利用软件在模型下面增加底板。在打印物下面增加底板就增加了打印物与平台的接触面,这样就比较有效地固定了模型。在打印过程中出现翘边,如果还不太明显,就需要把翘起的地方用胶带或美纹纸加固,或在模型底下涂点胶水,如果有明显的翘边,没办法,只能重新打印模型了。
推荐经销商